LIGHTING SWITCH HANDLE AND HORN SWITCH ASSEMBLIES
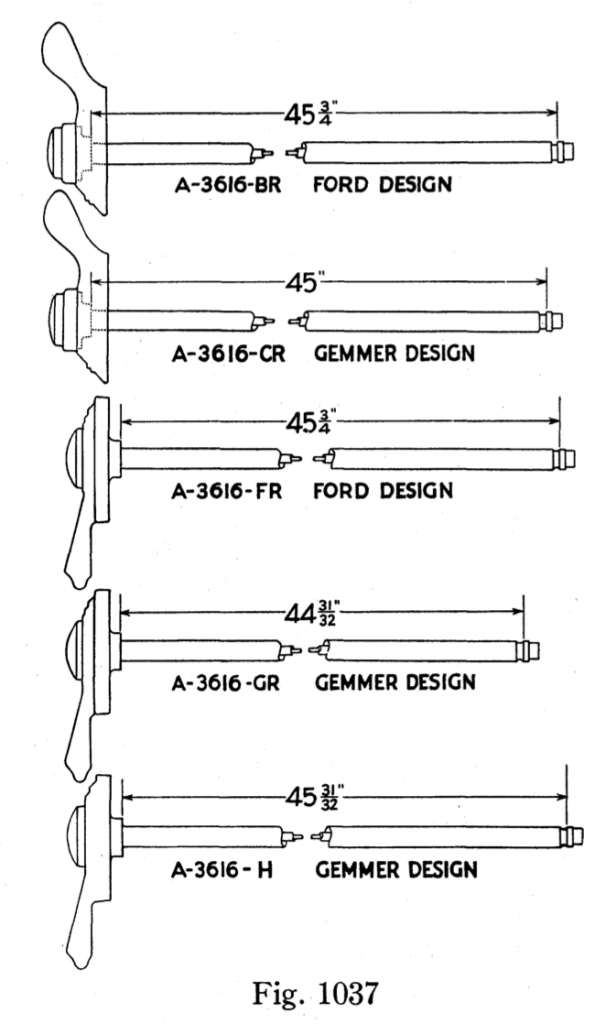
Due to the difference in the lengths and the designs of the lighting switch handle and horn switch assemblies used in 1929 and 1930 jobs, care must be used not to confuse or mix these parts. By measuring the length of the tubing, and noting the design of the handle, these parts can be easily …
LIGHTING SWITCH HANDLE AND HORN SWITCH ASSEMBLIES Read More »